本篇目录:
bga锡球推拉力标准
BGA锡球推拉力标准为10-30克和1-10克。标准规定:根据IPC标准,BGA锡球的推力应在10-30克之间,拉力应在1-10克之间。这个范围是为了确保焊点连接的牢固性和可靠性。
一般来说,BGA锡球的推拉力标准应该符合IPC标准,其中IPC-7095C规定了BGA焊接的标准。
-图1")
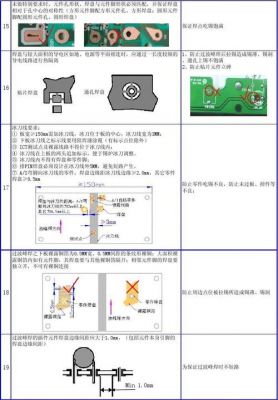
球冠模块和夹具:球冠模块和夹具的设计和制造质量也会影响BGA锡球推拉力测试的结果。如果球冠模块或夹具存在设计或制造上的缺陷,可能会导致测试结果不准确或不可重复。
焊接强度测试仪(推拉力测试机)科准测控的KZ-350型号使用范围广泛,可以根据需求订制。剪切速度标准:低速剪切 - 条件A 低速剪切试验通常是在速度从0.0001 - 0.0008米/秒范围内进行(100 - 800微米/秒)。
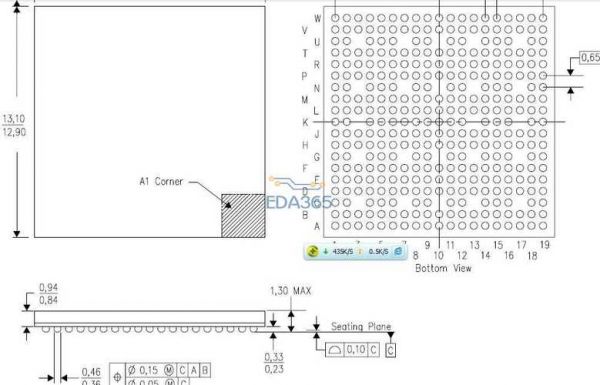
bga锡球过流能力标准是用来代替IC元件封装结构中的引脚,其直径在0.1到0.76毫米范围内。
-图2")
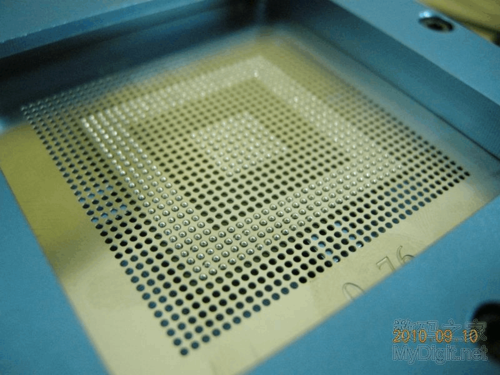
所有的工艺的测试结果要符合污染低于0.75mg naaci/cm2的标准。另,9-13的清洗步聚可以用水槽清洗或喷淋清洗工艺代替。 结论 由于bga上器件十分昂贵,所以bga的返修变得十分必要,其中关键的焊球再生是一个技术难点。
BGA位子偏移有哪些原因
,如果所有元件都超同一个方向偏转或者偏移,这可能会和设备的OFFSET偏移量有关。4,如果所有元件无规则偏移或者偏转,则需要进行机器重新调校,提高CPK值。
定位出现偏移时,先检查导轨是否有磨损或者润滑油中有异物,有的话更换导轨或者重做保养。其次检查马达伺服驱动器工作是否正常,马达和丝杠连接是否紧固。
-图3")
这是POP制程。苹果手机采用了POP制程。元件堆叠装配(PoP, Package on Package), 在底部元器件上面再放置元器件,逻辑+存储通常为2到4层,存储型PoP可达8层。
一种可能的原因是步进电机带动同步带旋转时,带轮与同步带之间的齿咬合有间隙,导致预置位偏差。这种情况可以通过调节同步电机的安装螺钉,将同步带拉紧来减小预置位偏移。
BGA焊台的BGA焊台的来由
BGA焊台一般也叫BGA返修台,它是应用在BGA芯片有焊接问题或者是需要更换新的BGA芯片时的专用设备,由于BGA芯片焊接的温度要求比较高,所以一般用的加热工具(如热风枪)满足不了它的需求。
因在焊接比较大的电路板时,下加热头的风嘴,经过结构设计,是起到辅助支撑的作用。若不能上下移动,就不能起到辅助支撑的作用,焊接成功率就大大降低了。
BGA模块的耐热程度以及热风枪温度的调节技巧, BGA模块利用封装的整个底部来与电路板连接。不是通过管脚焊接,而是利用焊锡球来焊接。
到此,以上就是小编对于bp偏移的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏