本篇目录:
- 1、PCB焊接怎么选择助焊剂?
- 2、无铅焊接是什么
- 3、波峰焊参数设置和操控要求
PCB焊接怎么选择助焊剂?
1、首先要在焊件上擦拭酒精去除油渍污渍,然后才可以把助焊剂涂在待焊面上,接着就能焊接了。不过千万要记得焊接后要清洗干净,使用过程中也要注意安全,别让它进入口鼻咽喉和接触皮肤。
2、水溶性助焊剂要尽量选择PH值偏中性,湿润性强的助焊剂,比如雅拓莱推出的EM2116-L助焊剂,PH值接近0,湿润程度高,清洗容易,离子化杂质极少,几乎没有拉尖或连焊缺陷,是优质水溶性助焊剂。
-图1")
3、三,助焊剂市场是良莠不齐,选择时对供应商的资质应该进行确切了解,如有必要可以去厂商去看厂,如果是不正规的焊剂厂商,是很怕这一套的。
4、①助焊剂 助焊剂一般可分为无机助焊剂、有机助焊剂和树脂助焊剂,能溶解去除金属表面的氧化物,并在焊接加热时包围金属的表面,使之和空气隔绝,防止金属在加热时氧化;可降低熔融焊锡的表面张力,有利于焊锡的湿润。
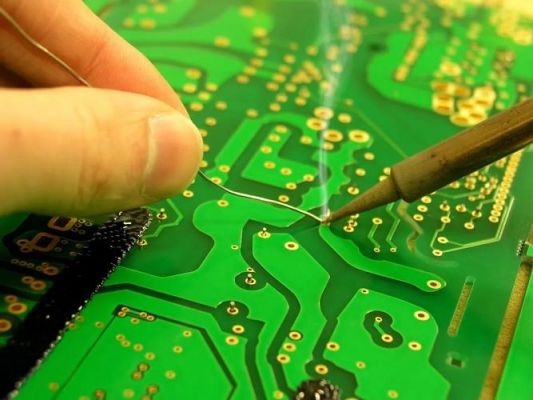
无铅焊接是什么
1、无铅焊接和有铅焊接是两种不同的焊接工艺,无铅焊接是一种环保、健康安全且符合国际标准的电子焊接方法,逐渐取代传统的有铅焊接技术。 关于他们的区别我整理了如下表格,方便大家对比区分。
-图2")
2、无铅焊接和有铅焊接是两种不同的焊接工艺,它们在焊接温度、环保性、耐高温性等方面存在差异。 焊接温度:无铅焊接的焊接温度比有铅焊接高,一般在 250 度左右,而有铅焊接的焊接温度一般在 180 度左右。
3、无铅焊接对设备要求较高,焊接温度高,设备和焊接材料价格昂贵。主要优点是无毒,无污染,环保。一般是出口到欧盟,美国等发达国家和地区的产品都要求无铅。
4、所谓无铅有铅焊接指的是锡钎焊时所用焊接材料里面含不含铅的焊接。传统钎焊是用的铅锡合金焊料,熔点低,流动性好,焊接后的导电性好,得到十分广泛的普及。然而铅是个对人体健康有害的金属,这样就引起了无铅焊接的话题。
-图3")
5、有铅与无铅锡膏的最大区别是是否含有铅,成分上的改变导致物理性质熔点发生变化,浸润性发生变化。而无铅锡膏中的助焊剂通过改变其中的成分,或者填加一些物质,使的无铅锡膏在焊接过程中达到以前的效果。
波峰焊参数设置和操控要求
波峰焊的预热温度要求一般在90-120度,焊接温度245度左右。PCB的浸锡时间2-5秒。预热温度升温斜率≦5度/S。波峰焊设备厂家一般都会做工艺指导和培训,不同的产品温度设置稍有差别。
一般依据以下两方面设定波峰焊焊接温度: 根据焊锡的比例来设定波峰焊温度 标准有铅锡条:一般用的63/37的锡条,60/40锡条,63/37锡条的熔点183度左右,一波温度在230为佳。
波峰焊设备传输速度一般控制在0.3—2m/s.依据具体情况决定。冬季、印制电路板线条宽、元器件多、元器件热容量大时.速度可稍慢些;反速度可快些。
你生产的产品客户没有提供波峰焊的工艺要求吗?如果没有的话?我们就可以套用平时生产的产品的工艺要求来设定参数了。
到此,以上就是小编对于无铅波峰焊炉温曲线图的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏