本篇目录:
- 1、回流焊温度要求多高?
- 2、有铅锡膏的炉温曲线
- 3、回流焊的温度是多少?
- 4、如何设定回流焊温度曲线
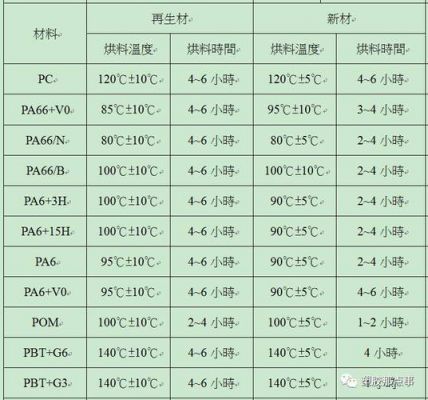
回流焊温度要求多高?
1、八温区温度及时间:温区一:148度;温区二:180度;温区三:183度;温区四:168度;温区五:174度;温区六:198度;温区七:240度;温区八:252度;运输速度:0.6m/min;超温报警设置10度。
2、按照爬升曲线设置,回流焊温度室温到300都可调。一般比如上四下四的180-195-220-230。190-210-220-230。6温区的话。180-190-200-210-220-230。8温区的话。180-190-200-220-240-240-235-230。
-图1")
3、。最高温度在160以上不超过170,进板后直接升温升到165,然后保持到出板就可以了。象一个梯形。
4、对于较大的电路板和元件,回流焊炉温可以适当提高,一般在300-350℃之间,这样可以更好地保护元件和提高焊接质量。如果您需要更具体的回流焊炉温建议,请咨询专业的回流焊炉生产厂家或者电子工程师。
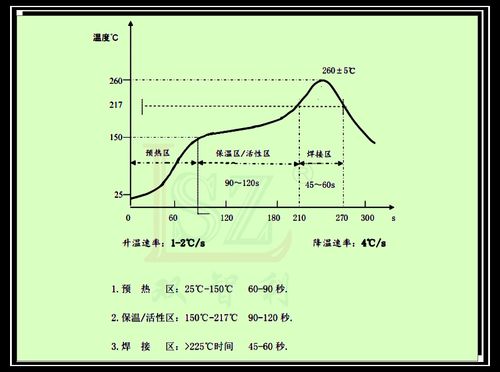
5、秒之间,此时间限制需要使用一个快速温升率,从熔点温度快速上升到峰值温度,同时考虑元件承受热应力因素,上升率须介于5~5℃/see之间,且最大改变率不可超过4℃/sec。
-图2")
有铅锡膏的炉温曲线
回流温度不同,峰值温度不同。回流温度不同。回流炉有铅锡膏温度曲线回流温度是183度,无铅锡膏温度曲线回流温度是217度。峰值温度不同。
有铅锡膏回焊温度曲线图\x0d\x0a[Sn63/Pb37]\x0d\x0a\x0d\x0a以下是我们建议的热风回流焊工艺所采用的温度曲线,可以用作回焊炉温度设定之参考。
有铅锡膏sn63/pb37熔点为183°c。理想的冷却区曲线应该是和回流区曲线成镜像关系。越是靠近这种镜像关系,焊点达到固态的结构越紧密,得到焊接点的质量越高,结合完整性越好。
-图3")
条码绑定曲线可追溯性:自动将条码绑定每个产品曲线以便后续进行追溯。
理想的温度曲线是焊料熔点以上的“尖端区”所覆盖的最小面积。冷却区 锡膏中的铅锡粉已经熔化并完全浸湿到连接表面。冷却应尽快进行,这将有助于获得具有良好形状和低接触角的光亮焊点。
熔点温度183°C。阿尔法有铅锡膏,3号粉,成分为63Sn/37Pb,熔点温度183°C。无铅锡炉,采用进口军工级优质钛板制作,具有具有耐腐蚀、抗酸性、不沾锡等特性。
回流焊的温度是多少?
1、回流焊预热区温区设置:温度在130到190℃,时间以80到120秒适宜,如果温度过低,则在回流焊后会有焊锡未熔融的情况发生。
2、按照爬升曲线设置,回流焊温度室温到300都可调。一般比如上四下四的180-195-220-230。190-210-220-230。6温区的话。180-190-200-210-220-230。8温区的话。180-190-200-220-240-240-235-230。
3、温区不同。按照爬升曲线设置,回流焊温度室温到300都可调。
4、回流焊的恒温阶段是指温度从120度~150度升至焊膏熔点的区域。保温段的主要目的是使sma内各元件的温度 趋於稳定,尽量减少温差。
如何设定回流焊温度曲线
一般设定在45~90秒之间,此时间限制需要使用一个快速温升率,从熔点温度快速上升到峰值温度,同时考虑元件承受热应力因素,上升率须介于5~5℃/see之间,且最大改变率不可超过4℃/sec。
然后根据工艺窗口对温度进行调整,然后使用KIC测温仪测试工艺曲线,确保设定温度符合工艺窗口,当我们在测试过程中就能够获得这组数据并进行工艺分析是否能够满足当前产品的工艺窗口要求。
无铅回流曲线关键参数(田村焊膏):1)温度设置 A:20-30℃ B:130-140℃ C:180-190℃ D:230-240℃。2)时间设置 A→B:40-60s;B→C(D部分):60-120s;超过220℃(E部分):20-40s。
如果是7温区的话,可参考以下设置:160、170、17180、190、2242如果LED灯珠是硅胶透镜,可以用BI58SN42锡膏,最高温度225摄氏度。如果是PC透镜,根本不能用回流焊。转载自广晟德科技网站。
到此,以上就是小编对于回流焊升温斜率怎么算的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏