本篇目录:
- 1、三菱系统加工中心攻丝怎么编程
- 2、数控铣床三菱系统如何手动编程?
- 3、三菱plc编程实例(基础篇)
- 4、三菱plc编程口诀是什么?
- 5、三菱plc延时10分钟怎么编程
- 6、三菱系统自定义G代码怎么设置?
三菱系统加工中心攻丝怎么编程
加工中心攻丝的方法有以下几种:螺纹铣刀,铣螺纹。这主要应用在孔径比较大的底孔,用螺纹铣刀做螺纹的时候指令是用G02或G03,根据螺纹方向选择顺时针或逆时针圆弧插补。丝攻,攻螺纹。
直接在机床主面板上手动编程,主面板主菜—编辑键——功能键——新建(打开)就可以在右边进行手动编辑程序。或者在电脑上编好程序,上传到系统加工中心。
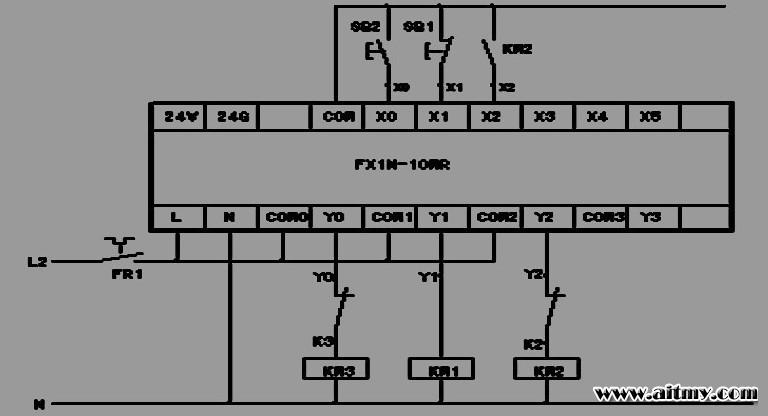
-图1")
攻丝本身就是一个循环指令 G84 Z— R— F F值就是转速乘以牙距 尽量使作专用夹具 大牙考虑用铣的方式加工,有一种是铣螺纹的刀具,安全可靠。
哥们,你所说是要加工反牙(即左牙)?这个很简单的啊,虽然没有编左牙的功能,但是你可以编右牙(右牙攻牙指令为G84),把右牙指令G84改成G74即可。但是你要注意牙距。
数控铣床三菱系统如何手动编程?
1、首先去买一把螺纹内车刀杆和刀片,和车床一样的就行,刀杆只要是圆柄的就可以了。其次,编程。只要床子支持XYZ三轴联动就可以了。
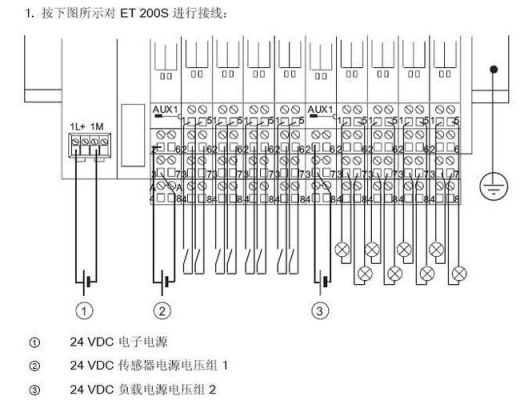
-图2")
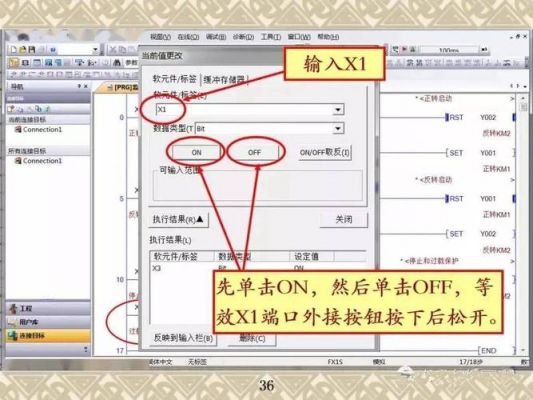
2、操作步骤:打开菜单栏中“工程-创建新工程”,会弹出“创建新工程”的窗口,可以选择PLC类型、程序类型和设定工程名。本文选择的是FX系列的FX2N,梯形图。
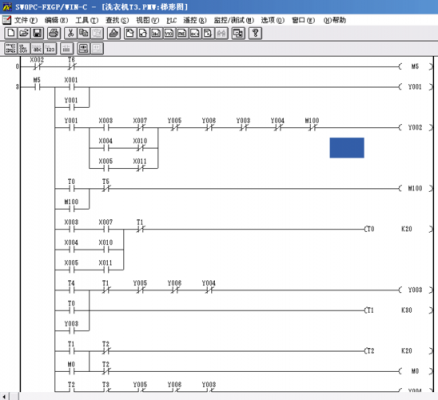
3、数控铣床编程图及代码如下:准备功能G代码用来规定刀具和工件的相对运动轨迹、机床坐标系、坐标平面、刀具补偿、坐标偏置等多种加工操作。
4、三菱系统ATC手动控制步骤如下:打开机床的控制面板。找到ATC手动控制的按钮,通常这些按钮会标记为“MANUAL”或“手动”。按下ATC手动控制按钮,进入手动控制模式。
-图3")
三菱plc编程实例(基础篇)
硬件连接 将灯泡连接到PLC输出模块的Q0口,将开关连接到PLC输入模块的X0口。2PLC程序设计 在GXDeveloper中新建一个程序,命名为“灯泡控制”。1程序初始化 首先,在程序中添加一个M0的标记,用于程序初始化。
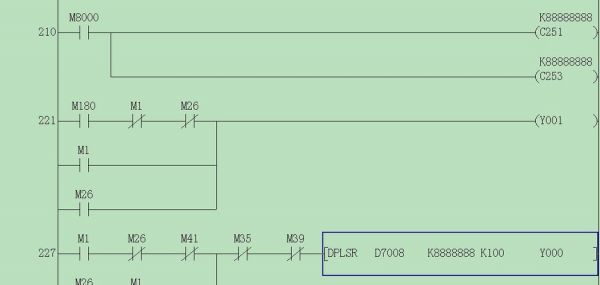
编写一个计数程序,当C0小于5时Y0输出,当C0大于8时Y1输出,当C0等于15时Y2输出。
) MPS(进栈指令)。将运算结果送人栈存储器的第一段,同时将先前送入的数据依次移到栈的下一段。2) MRD(读栈指令)。
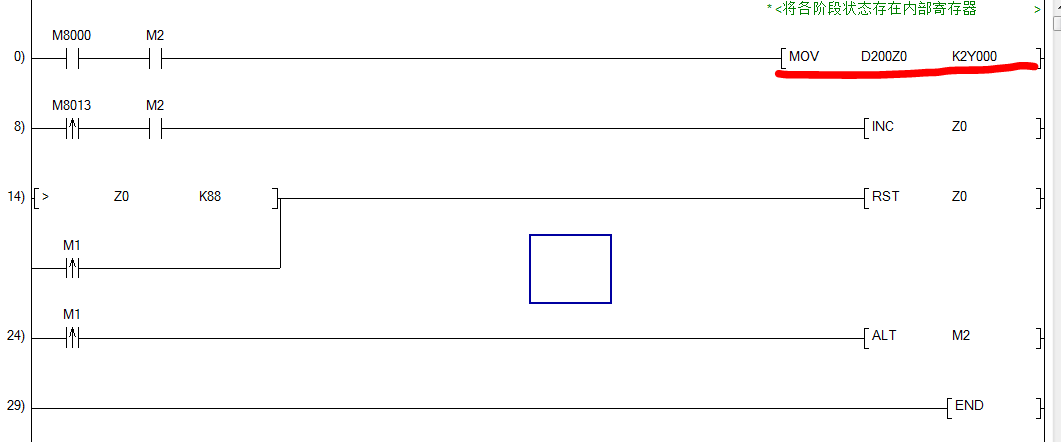
加一个定时器T0,在梯形图中表示为T0 K60。T0计时器为100ms计时器,所以延时时间为100ms*60=6s,(1)基本延时环节,下图中当线圈得电后T0延时6s后其触点导通 (2)延时断开电路,下图中T0延时6s后断开,Y0失电。
PLC控制步进电机的实例(图与程序)·采用绝对位置控制指令(DRVA),大致阐述FX1S控制步进电机的方法。由于水平有限,本实例采用非专业述语论述,请勿引用。
三菱plc编程口诀是什么?
plc编程口诀如下:位置控制指令,每次回原点或者开始的瞬间清零当前位置。位置控制在回到原始位置的时候,一定要用回原点指令,不可以走数据。位置控制时,最好用脉冲+方向控制,尽量不要使用双脉冲。
plc编程口诀是“顺序扫描,不断循环”。PLC的用户程序,是设计人员根据控制系统的工艺控制要求,通过PLC编程语言的编制规范,按照实际需要使用的功能来设计的。
plc编程口诀是:开关量也称逻辑量,指仅有两个取值,0或ON或OFF。它是最常用的控制,对它进行控制是PLC的优势,也是PLC最基本的应用。
在三菱plc编程时,大部分指令通过点击工具栏中符号或者直接输入就可以,但有些指令却比较复杂,需要一些特殊符号,详细步骤:编写一个计数程序,当C0小于5时Y0输出,当C0大于8时Y1输出,当C0等于15时Y2输出。
三菱plc延时10分钟怎么编程
(1)基本延时环节,下图中当线圈得电后T0延时6s后其触点导通 (2)延时断开电路,下图中T0延时6s后断开,Y0失电。
如图所示,X0为ON,T0计时,计时6000*100ms=600s=10min后,T0为ON,Y0输出。就是延时10分钟了。望采纳。。
用个定时器就可以了,每家的plc都有这个最基本的功能。
若时间参数不能设定6000的话,用定时器1分钟,再计数器记10次就可以实现。
三菱系统自定义G代码怎么设置?
1、一般是刀库问题:正常页面下找到“PLC开关”软件,按下“Y”键,再按下“设定有效”,光标移到30、31项,按下“ON”键,手轮移动Z轴至行程内。按下:“OFF”键关闭:30、31项,确认下各刀刀号。
2、解决这个问题的方法是,在程序中正确添加T或M序号,或者在G90指令前面添加其他合法的指令,比如G00或G01。在程序编辑模式下输入G90指令时,应该根据需要选择合适的T或M序号,并确保程序的语法正确,避免出现语法错误或逻辑错误。
3、――设定各轴的名称。1037――G代码体系与补偿类型 (铣床:#1037=2, 车床#1037=3)(该参数必须在执行#1060格式化前设置)1060 ――该参数特别重要。
4、――设定各轴的名称。1037――G代码体系与补偿类型 (铣床: #1037=2, 车床#1037=3)(该参数必须在执行#1060格式化前设置)1060 ――该参数特别重要。
到此,以上就是小编对于三菱系统怎么编程程序的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏