本篇目录:
ipc7527锡膏厚度标准
1、这个没有固定标准的,一般的电子产品的锡膏厚度在0.8-2mm之间。生产时会有锡膏厚度检测的。
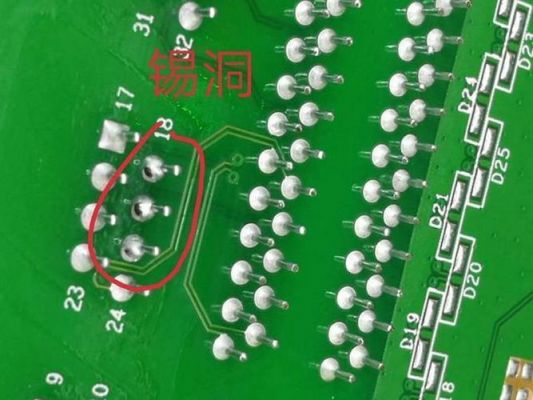
2、PITCH0.4MM,有0402chip的,钢板厚度一般为0.1mm、0.12mm、0.13mm根据制程不同不同,有ICPITCH0.4MMM,0603chip的一般为0.15mm0.14mm、0.13mm,另外,0.13mm的钢板实际厚度只有0.127mm。
-图1")
3、铜、锡金属涂层厚度通常在5至15μm;铅锡合金金属涂层(或锡铜合金,即焊料)厚度通常在5至25μm,锡含量约在63%。
4、因为IC元件的锡浆厚度要求比较严格。CPK的计算与钢网厚度,规格上下限、还没测试的极差值、以及选取点的位置有很大关系,如果测试值忽大忽小,CPK值肯定小,即波动较大。CPK值一般要求在33以上即可。
5、具体的焊盘设计标准可参阅IPC-782《表面贴装设计与焊盘布局标准入事实上,超过元件太多的焊盘可能允许元件在焊锡湿润过程中滑动,从而导致把元件拉出焊盘的一端。
-图2")
6、我们公司标准是:漏印不可以超过4分之1,IC密脚、排插密脚、BGA不可以偏位超过4分之1,电子元件小料则3分之1。拉尖不可以左右拉,不可以超过印刷良好的锡膏厚度高。
SMT锡膏印刷的高度、长度、宽度根据什么标准来检验
1、SMT印刷检验标准可以说是依据IPC610D来制定的!IPC610D主要是针对SMT、插件焊接效果是否可接受及PCB裸板的标准要求,并无要求印刷工位,不过印刷工位刷出来的效果必须保证过炉子之后能满足IPC610D的要求。
2、物料检验:物料的质量决定PCB板的使用周期和使用寿命靖邦所有物料经严格检验才可进厂使用。
-图3")
3、由于印刷锡膏是保证SMT组装质量的关键工序,因此必须严格控制印刷锡膏的质量。检验方法主要有目视检验和SPI检验,目视检验用2~5倍放大镜或者5~20备显微镜检验,窄间距时用SPI(锡膏检查机)检验。检验标准按照IPC标准执行。
4、锡膏—回流焊工艺,该工艺流程的特点是简单,快捷,有利于产品体积的减小。
锡膏焊接强度标准
有较长的工作寿命,在smt贴片加工印刷或滴涂后通常要求能在常温下放置12—24小时,其性能保持不变。具有较好的焊接强度,确保不会因振动等因素出现元器件脱落。
温度控制 熔池温度,直接影响焊接质量,熔池温度高、熔池较大、铁水流动性好,易于熔合,但过高时,铁水易下淌,单面焊双面成形的背面易烧穿,形成焊瘤,成形也难控制,且接头塑性下降,弯曲易开裂。
普通焊锡膏不行,得用特配的铝焊膏,我记得三样材料,好像是氢氧化铝,重酒石酸钠,还有一种,多年记不清了,配方在80-82年,无线电杂志上有。 如需要,过一段时间回家给你找一下。
高温锡膏的熔点是217°c,焊接强度高。低温锡膏的熔点是183°c,焊接强度低。用低温锡膏回流焊接是可以把高温区的温度设定到265~275°c,过炉后可以确认那个温度的效果更好。
焊接性会比较差,需要配合针对类似奥氏体不锈钢材质焊接的不锈钢助焊剂,比如WEWELDING 88C-F的助焊剂,配合这类锡膏焊接,在回流炉中或者在用气焊 焊接的时候配合, 工作熔点在250度左右这样焊接出来的强度比较高。
具有较好的焊接强度,确保不会因振动等因素出现元器件脱落。 焊后残留物稳定性能好,无腐蚀,有较高的绝缘电阻,且清洗性好。
smt贴片加工对锡膏有哪些要求
1、必须储存在2~10℃的条件下。 要求使用前一天从冰箱取出锡膏(至少提前4小时),待锡膏达到室温后才能打开容器盖,防止水汽凝结。
2、根据环境保护要求选取,对无铅制程,则不可选取含铅的锡膏。
3、(1)按环保要求分为有铅锡膏与无铅锡膏(环保锡膏):(2)环保锡膏中只含有微量的铅,铅是对人休有害的物质,在对欧美出口的电子产品当中,对铅的含量要求物别严格。所以在SMT贴片加工中都会用无铅工艺。
4、B.机器搅拌一般为1~3分钟,人工搅拌一般为3~6分钟(锡膏储存的时间越长,则搅拌时间越长)。使用环境 锡膏最佳的使用环境:温度为20~25℃,湿度为35~60%。
哪些因素判定阿尔法锡膏性能好
主要就是无铅,符合rohs要求,对环境、人体危害性小;但同时自身也会有一定的缺点,如熔点温度较低,没有含铅锡膏的熔点高,焊接的韧性不如有铅产品,所以军工上一般都是含铅,主要是考核可靠性,而不是环保性。
通常来说,剪切率越高,锡膏的粘度越低,在高速印刷时可以得到更好的印刷性能。如图2中的C点。图3所示的是对不同粘度的锡膏的最大印刷速度的测试结果(Malcolm粘度测试仪在30rpm条件下的测试值)。
阿尔法锡膏和日本千住锡膏在焊接效果上类似,但在焊接残留物上存在差异。总体来说,阿尔法锡膏的焊接残留较少,而日本千住锡膏的焊接残留较多。阿尔法锡膏在焊接过程中产生的残留较少,这使得后续清洁工作较为容易。
具体的引脚间距与焊料颗粒的关系如表1所示。通常细小颗粒的焊膏会有更好的焊膏印条清晰度,但却容易产生塌边,同时被氧化程度和机会也高。一般是以引脚间距作为其中一个重要选择因素,同时兼顾性能和价格。
性能和价格之后,我们还需要对比的就是厂家的服务以及地域等因素了。首先说一下地域因素,一般来说电子产品生产越发达的地方,其锡膏产品的价格以及品质比例越好,也就是性价比越高。
焊锡膏的分类
(4)按熔点分为高温、中温和低温三种:(5)常用的高温有锡银铜305,0307。中温有锡铋银,低温常用的是锡铋,在SMT贴片加工中根据产品特性的不同来选择。
锡膏的成分可分为焊剂和焊粉两大部分。焊剂是一个复杂的有机酸和无机酸的混合物,主要有四大类,即氟化物、氯化物、硫酸盐和硝酸盐。
焊料粉又称锡粉主要由锡铅、锡铋、锡银铜合金组成,一般比例为SN63/PB3SN42BI5SN95CU0.5AG0和SN97CU0.7AG0.。
焊锡膏 膏状粘稠体,主要成分金属粉末、松香、有机酸、触变剂、活性剂。用于SMT自动贴装工艺的焊接。是助焊剂与焊锡工艺的升级替代品,自动化程度高,焊接精度高。
锡膏内的助焊剂,大体上的分类和楼上的讲得差不多,溶剂,松香,活性剂,抗氧化剂,缓蚀剂,触变剂。
到此,以上就是小编对于锡膏等级的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏