本篇目录:
2边都有焊盘PCB是不是只焊一边就行
当然了,焊接通孔元件时,还是在底层焊接的,只焊一面就行的,用不着两面都焊的,其实,只焊一面,通孔中也会灌满锡的,就是因为孔是金属化了,这样板子上的焊盘就更牢固。相对而言,单面板的焊盘,就很容易脱落。
有通孔的,不是双面板就是多层板,不可能是单面板。焊锡的作用一是把元件固定在PCB板上,二是对元件用焊锡进行可靠的连接,只要达到两个目的,焊几个面都可以,但熟练的话焊单面就完全可以了。
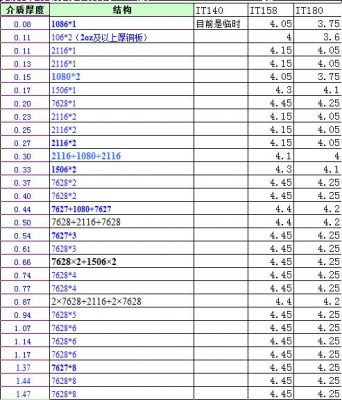
-图1")
bottom layer 或top layer 都可以放,但要设置焊盘的属性设为multi layer 多层。
两面都会有焊盘 ,如果你去找工厂做板子的话他会在通孔之间用铜连接,所以是连接在一起的,当然自己做腐蚀板就不行了,除非自己手动连接通孔 。
如何提高PCB焊接质量?
1、PCB焊接不良,通常只能是人工拆除并重新焊接。焊接时,需要选择合适的工具,比如使用恒温焊台。温度根据实际需要焊接的元件和焊盘,调到合适的温度。
-图2")
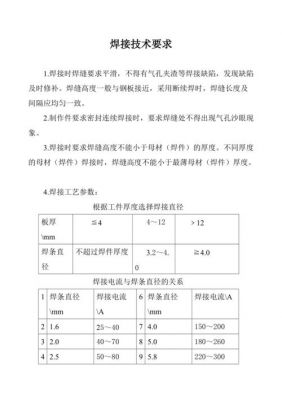
2、要提高印制板阻焊剂的外观质量,需从工艺方法、原材料、设备、操作者的工艺纪律等方面进行综合控制,特别是需对丝印、曝光、显影、后固化等工序的各项参数严加监控。这样, PCB打样 印制板的阻焊外观质量就能完全让顾客满意。
3、提高焊接质量,就要提高员工的焊接技术。提高效率又保证质量,不妨试验一下流水作业,把员工分成几组,一组先给导线上锡,这是保证质量的前提。再一组,给这两个焊盘上锡,锡尽量要多。
4、大面积铜与GND焊盘连接,焊接时敷铜需要吸收大量热才能融化,所以不好焊接。方案有二:使用功率大的烙铁;GND敷铜改十字的连接方式,减少散热量;还有就是GND焊盘可以适当调大一点,增加焊盘与烙铁的接触面积,导热更快。
-图3")
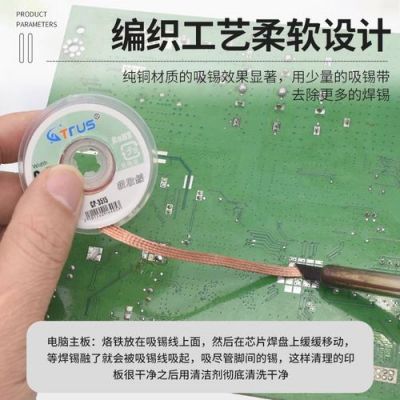
5、要真正掌握焊接技巧需要大量的实践。c、电路板焊接工程师提醒广大读者在焊接之前先在焊盘上涂上助焊剂,用烙铁处理一遍,以免焊盘镀锡不良或被氧化,造成不好焊,芯片则一般不需处理。
模块上锡高度标准
1、片式元器件侧面爬锡高度是0.1mm~0.3mm。根据查询相关公开信息显示,片式元器件侧面爬锡高度过高,会影响元器件的安装和封装。
2、不超过10毫米。焊点的高度根据焊的东西不一样,通常会有一点差距,导线爬锡高度在不超过10毫米,要求焊锡高度不少于元件可焊面的四分之一,不高于元件。
3、锡盖住铜箔面极超过80%,且焊锡高度在0.5mm以上。连接器锡少是焊锡时因为焊料少或上锡不好造成的,标准是锡盖住铜箔面极超过80%,且焊锡高度在0.5mm以上。
波峰焊锡炉锡位太低对锡炉有,影响吗
1、锡渣本身含锡量较高,但由于产生了难熔的Sn-Cu合金,所以很难被再利用。锡渣的产生有其必然性,也有规律性,在生产作业中注意各方面程序是可以将其降到最低的。
2、锡炉加热均匀,尽量加锡加满,保持锡位(可以配置自动加锡机),减少落差,波峰落差越小越好,波峰尽量在工作制成允许的情况下调低点。
3、波峰焊用的锡条一般为无铅锡条,也可用有铅锡条,但是有铅锡条的含锡量需要达到50%以上。答案由双智利锡条提供。
到此,以上就是小编对于爬锡不良怎么解决的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏