本篇目录:
焊盘拉力ipc标准
IPC-7095C标准要求BGA焊点的推力应在10-30克之间,拉力应在1-10克之间,且推拉力应保持一定时间(一般为5秒钟)不变,以确保焊点连接的牢固性。
-50N。钢网张力标准在IPC电子验收标准中有参考指标,采用钢网张力测试仪,放置在离边距15-20cm处,选择5-8个点,每个平方厘米张力大于35-50N。
-图1")
根据IPC规范同厚度铜箔抗撕拉力标准 1OZ铜箔标准8lb/inch,1OZ铜箔的厚度约为35um或者35mil。 0.5OZ标准6lb/inch 。
电池片焊接拉力力度多大合适
1、电池片焊接拉力测试标准是正极大于等于3N,负极大于等于4N。因为拉力值与涂锡带所含助焊剂的多少有很大的关系,涂锡带在焊接前会经过助焊剂的浸泡,然后烘干,所以电池片焊接拉力测试标准是正极大于等于3N,负极大于等于4N。
2、一般都是:正极(背面)大于等于3N,负极(正面)大于等于4N。
-图2")
3、如果您提到的375是电池片的拉力值,那么这个数值可能是这样得出的:将375牛顿除以安全系数,如ISO -2:2007中规定的系数(国内标准为取0.8),得出大约91牛顿的力。
紫铜带焊接件抗拉强度判定标准有哪些?
紫铜带焊接件的判定标准有:抗拉强度标准紫铜带焊接件的抗拉强度指在承受拉伸力时焊接点能够承受的最大应力。弯曲判定标准紫铜带焊接件的弯曲判定标准通常指的是在承受弯曲力时焊接点能够承受的最大应力。
T3铜抗拉强度 σb (MPa):≥210,断后伸长率:45%~50%,HBS:35~40。T4铜的抗拉强度要更低。导电性能不同 T1纯铜有良好的导电,导热,耐腐蚀和加工性能,可以焊接和纤焊。
-图3")
焊接接头常温拉伸试验的合格标准是焊接接头的抗拉强度不低于母材抗拉强度规定值的下限。焊接接头拉伸试验的目的是测定焊接接头的抗拉能力。
焊接抗拉强度标准值是多少
1、钢筋焊接标准换新的了JGJ18-2012,8月1号实施的。HRB335抗拉强度≥455MPa,HRB400≥540MPa.还要求断裂特征是延性断裂,脆性断裂只能有1根,且抗拉强度大于等于母材抗拉强度标准值。
2、答案: 422焊条的最小抗拉强度通常为620 MPa。解释: 422焊条是一种常用的焊接材料,它的抗拉强度是衡量其强度的一个重要参数。抗拉强度是指材料在受到静态或慢速拉伸载荷的作用时,材料抵抗拉断的能力,单位通常是MPa(兆帕)。
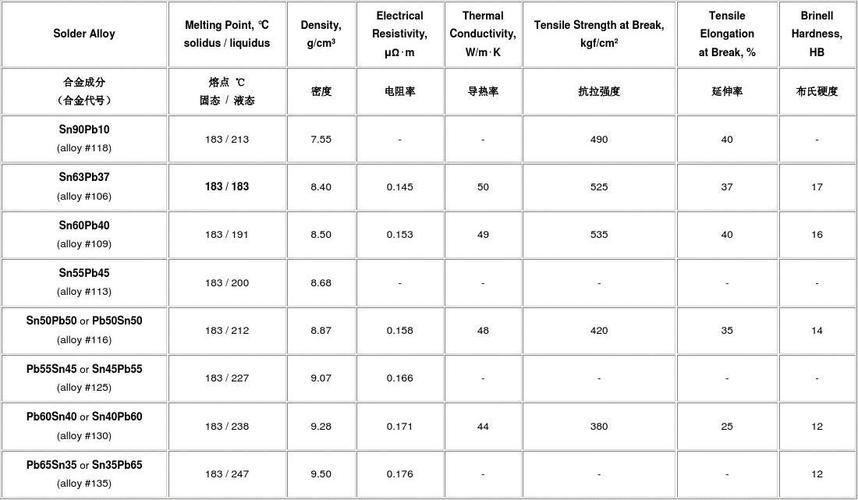
3、MPa,44MPa。无铅焊锡和有铅焊锡的拉伸强度标准分别是:32MPa,44MPa。焊接作业时温度的设定非常重要,焊接作业最适合的温度是在使用的焊接的熔点+50度。
4、焊后的焊缝抗拉强度最少需要达到母材的百分之九十才可以。焊接钢管的抗拉强度,取决于不同的焊接钢管类型,如果是填充焊如埋弧焊等,可以考虑焊缝抗拉强度略高于母材,若是压力焊如电阻焊要考虑略低于母材。
5、现行标准是:JGJ18-2003《钢筋焊接及验收规程》,具体需要多少强度要看你的钢筋是什么牌号。
bga锡球推拉力标准
用于验证印刷电路板上BGA锡球及小型贴片零件的推力测试,QFP引脚的拉力测试。
焊接强度测试仪(推拉力测试机)科准测控的KZ-350型号使用范围广泛,可以根据需求订制。剪切速度标准:低速剪切 - 条件A 低速剪切试验通常是在速度从0.0001 - 0.0008米/秒范围内进行(100 - 800微米/秒)。
球冠模块和夹具:球冠模块和夹具的设计和制造质量也会影响BGA锡球推拉力测试的结果。如果球冠模块或夹具存在设计或制造上的缺陷,可能会导致测试结果不准确或不可重复。
bga锡球过流能力标准是用来代替IC元件封装结构中的引脚,其直径在0.1到0.76毫米范围内。
bga153用0.4mm的锡球。根据查询相关资料信息,BGA153通常用0.3mm或0.4mm的锡球。如果要用的小型BGA,比如BGA75,可以使用0.2mm的锡球来节省物料成本。
有铅和无铅的焊接时推拉力
无铅焊接要求PCB焊盘表面镀层材料也要无铅化,PCB焊盘表面镀层的无铅化相对于元器件焊端表面的无铅化容易一些。
无铅焊接和有铅焊接是两种不同的焊接工艺,无铅焊接是一种环保、健康安全且符合国际标准的电子焊接方法,逐渐取代传统的有铅焊接技术。关于他们的区别我整理了如下表格,方便大家对比区分。
焊接温度不同 焊接温度不一样,无铅的焊接温度高,有铅的焊接温度低。环保性不同 有铅焊锡不环保很多出口的产品就禁止有铅产品,必须是无铅环保的产品。
无铅焊锡线和有铅焊锡线的焊接操控不同 有铅焊锡线在焊接方面操控起来更方便,这是由于有铅焊锡线的熔点较低,更利于焊接。而无铅焊锡线的的锡纯度相对要高些,焊接操作起来较难。
如果你在有铅制程使用的助焊剂就符合此要求的话,在无铅制程亦是可以使用的。无铅助焊剂操作注意事项 严禁与其它种类助焊剂,稀释剂混用 用于密闭喷雾焊接时,可以不必添加稀释剂。喷雾罐,喷雾嘴应经常清理。
到此,以上就是小编对于焊接时电镀镀层脱落原因分析的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏