本篇目录:
- 1、SnAgCu锡块在波峰焊制程中的氧化损耗是多少?损耗关键原因可能是哪些...
- 2、一个普通的焊点大概用锡多少克?
- 3、如何减少波峰焊锡炉锡渣?
- 4、如何选择波峰焊锡条?
- 5、波峰焊锡条的特点是什么?
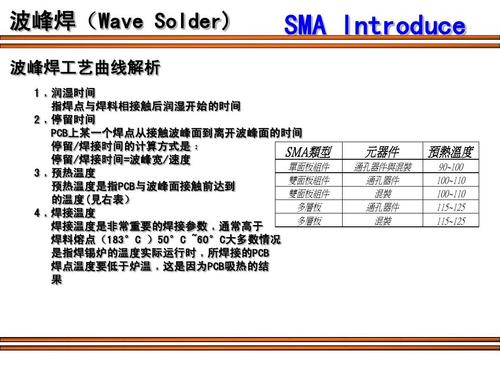
SnAgCu锡块在波峰焊制程中的氧化损耗是多少?损耗关键原因可能是哪些...
最小间隙是5nm。透锡和板子的厚度关系不是很大,无铅波峰焊接可完全达到安全可靠,亚洲也大规模这样做也有了一段时间。公式:克重X0.0015,知道厚度求克重:厚度/0.0015。厚度 物体上下相对两面之间的距离。
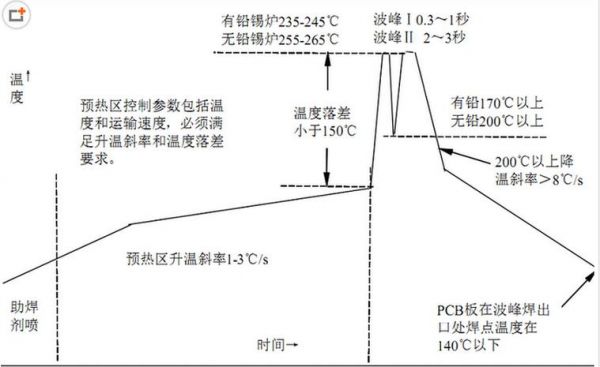
且氧化渣较多;氧化膜的组成、结构不同,其膜的生常速度、生长方式和氧化物在熔融焊料中的分配系数将会有很大差异,而这又和焊料的组成密切相关。
-图1")
一个普通的焊点大概用锡多少克?
1、单个焊点的用锡量为:(M2-M1)/50。请注意,焊接的前后,相应器件如果需要剪脚,请在焊接之前都剪掉;或者在焊接之后称量之后再剪除。一般来讲,带有管脚的时候,由于浸润的情况,用锡量会偏大少许。
2、至于哪种好用,这个因人而异。不过一般来说,无铅焊锡丝比有铅焊锡丝更环保、更安全。 焊锡量的区别也与不同种类的焊锡丝有关。
3、手侵锡炉加锡多少和锡炉大小有关。微型手侵锡炉仅供锝线头或浸件脚,大约0.5公斤就可以了,如果是浸焊面积较大的线路板,那种手浸锡炉的加热管是外置在炉里的,那样的话这种炉用锡较多,能达到10公斤~15公斤。
-图2")
4、我们使用的焊锡产品中,焊锡的含锡量从15%-995%不等。
如何减少波峰焊锡炉锡渣?
波炉的作业温度过高。 温度过高也是产生渣多的原因。温度过高会使铜、铁元素更容易超标。平时的清炉也是很关键,长时间没有清炉,炉中的杂质含量偏高,也是造成锡渣过多的原因。
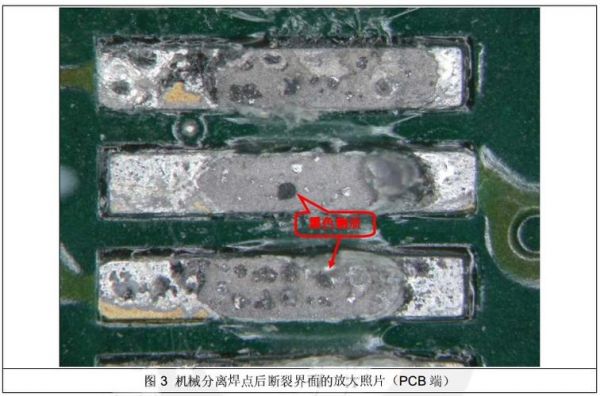
第一,严格按照工艺操作规范操作,注意锡面高度;第二,注意锡炉保养,不能总知道往锡炉里投锡,因为在波峰焊接过程中,焊盘上的铜会解析进入锡炉中,导致铜含量上升,远高于标准百分比,导致焊接效果大打折扣,产生很多锡渣。
-图3")
适时补充锡条,有助于减小焊接面与焊锡面之间的高度差,即减小焊锡波峰与空气的接触面积,也能减小锡渣的发生。豆腐渣状 Sn-Cu 化合物的清理 印刷电路板外表的敷铜以及电子元器件引脚上的铜都会不时地向熔融焊锡中溶解。
如何选择波峰焊锡条?
1、波峰焊锡炉用含锡量比较高的锡条浸锡炉:1:普通锡条一般用6337锡条比较好一些,熔点一般在180℃左右 2:环保锡条常温成份为Sn93Cu0.7。
2、波峰焊专用焊锡条采用高纯度锡铅合金同时有效注入高抗氧化剂,使波峰焊锡条在焊接过程中易上锡产生的锡渣极少且焊点光亮、饱满、无虚焊拉尖等不良现象,非常适合现代电子发展要求。
3、焊锡丝如何选择 看外观 目测检查,好的锡丝应光滑,有光泽,无氧化,发黑现象!(高品质的焊锡丝都有一层膜保护,以避免氧化)焊锡丝的质量一般是颜色发亮的较好,暗的焊锡丝则含铅量较高,并且相对不太容易融化。
4、抗氧化焊锡条:具有良好的抗氧化能力,流动性高,焊接性强,融化时浮渣极少,在浸入和波峰焊接中极少氧化,是省锡的经济型焊锡条。优良的湿润性和可焊性,焊点饱满、均匀,焊接效果极佳。
5、应在焊接过程中进行适当的修正。常用的检测波峰高度的工具为深度规或高温玻璃。焊料 波峰焊接中, 焊料的杂质主要是来源于PCB焊盘上的铜浸出,过量的铜会导致焊接的缺陷增多,因此必须定期检验焊锡内的金属成分锡渣。
波峰焊锡条的特点是什么?
1、波峰焊锡条是用于波峰焊接工艺的锡条,它的特点包括:纯度高:波峰焊锡条的纯度通常在 99%以上,以确保焊点的可靠性和质量。
2、波峰焊专用焊锡条采用高纯度锡铅合金同时有效注入高抗氧化剂,使波峰焊锡条在焊接过程中易上锡产生的锡渣极少且焊点光亮、饱满、无虚焊拉尖等不良现象,非常适合现代电子发展要求。
3、波峰焊接是电子行业较为普遍的一种自动焊接技术,它具有焊接质量可靠,焊点外观光亮,饱满,焊接一致性好,操作简单,节省能源降低工人劳动强度等特点。
4、其主要原因价格便宜。绿色时代牌无铅锡条主要以A级为主打。新波峰焊锡炉,添加A级无铅锡条是最佳选择,纯度高,杂质少,对波峰焊后期起到一定养护作用,大焊锡公司的波峰焊专用无铅锡条,锡条通过多次电解,让杂质更少。
到此,以上就是小编对于波峰焊焊点锡量标准的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏