本篇目录:
贴片电阻及电容的推力应该是多少?
贴片1206耐压是150V。0805电阻没有耐压限制,只有功率限制。所谓的耐压和贴片封装的焊盘距离有关,高压时走线太近容易跳电。每个规格的贴片电容耐压值是不一样的,电容的耐压值不是由贴片电容的尺寸确认的。
=6mmx5mm 贴片电阻的功率是指通过电流时由于焦耳热电阻产生的功率。可根据焦耳定律算出:P=I2 R。额定功率 : 是指在某个温度下最大允许使用的功率,通常指环境温度为70°C时的额定功率。
-图1")
贴片电阻的规格通常包括以下几个方面: 阻值:表示电阻器的阻力大小,常用单位是欧姆(Ω)。 精度:表示电阻器实际阻值与标称阻值之间的偏差。 可承受功率:表示电阻器能够承受的最大功率。
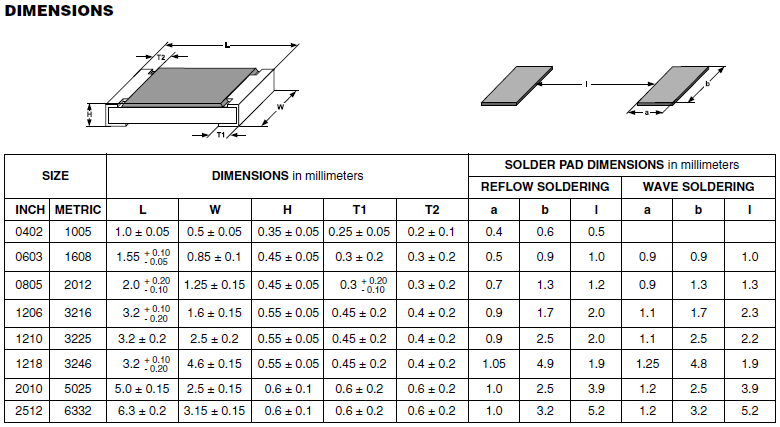
贴片电阻是以其体积的大小来确定其功率的,现在通用是英制单位,也有公制的,但没见使用,0201就是长度为0.02英寸宽为0.01英寸的电阻,换成公制就是0.5mm与0.25mm。
。smt贴片时什么原因会导致推力不合格
你好!很高兴为你解SMT贴片做红胶板时遇到推力不足(掉件)是最常见的问题,从这两方面去改善,基本都能解决问题。
-图2")
原因:胶嘴内径太小;涂覆压力太高c胶嘴离电路板间距太大;贴片胶过时或品质不佳;贴片胶粘度太高;冰箱中取出后立刻使用;涂覆温度不稳定;涂覆量太多;贴片胶常温下保存时间过长。
贴片压力过小,元器件焊端或引脚浮在焊膏表面,焊膏粘不住元器件,在传递和再流焊时容易产生位置移动。另外由于Z轴高度过高,贴片加工时元件从高处扔下,会造成贴片位置偏移。
靖邦经验分享:要看是哪种原因引起的了。如果是拾片失败的原因。
-图3")
压力:在smt贴装过程中要把控好压力,切勿过低或者过高,若压力过低则容易出现焊膏沾不住元器件,导致进行回流焊时产生位置移动,压力过大时,容易造成锡膏粘连。
常见的缺陷有空焊、短路、氧化、锡膏熔点未达到没能完全融化。
在SMT里,红胶工艺中0603/IC元件推力要求是?
检查下胶量是否充足?首先以0603电阻为准去做测试(冷却后才能测),如果该元件的推力不能达到或者勉强达到推力要求,这是应该加大下胶量,或者开大网孔,从而能提升粘接强度。
(1)节约成本 SMT红胶工艺有个优点就是在过波峰焊时,可以不用做治具,可以减少做治具的成本。所以,一些下小批量订单的客户,为了节约成本,往往会要求PCBA加工厂家,采用红胶工艺。
锡膏贴片没有推力要求,只进行元件的外观检查,着重针对焊点的润湿效果。若要检查焊点内部更确切的机械性能则要在专业实验室中进行切片试验。推力测试只针对红胶固化工艺,确保固化后粘力在过波峰焊时不掉件。
在表面贴装工艺控制过程中,优秀的焊膏印刷质量,就要对焊膏选择、模板制作和印刷过程中工艺参数及工艺管理等进行严格控制。
SMT工艺流程:回流焊接:锡膏印刷-- 贴装-- 回流焊接--检测-- 包装(或返修)波峰焊接:红胶点胶(或印刷)--贴装-- 固化--波峰焊接-- 清洗-- 检测-- 包装(或返修)。有些可用免洗制程。
生产过程中对SMT红胶的使用、红胶板的存放没有严格控制。通常,很多工厂对红胶的低温存放和取用的要求都是严格执行的,但对生产过程中温度控制、红胶板的放置、开封的红胶及每天印刷后的余料处理却没有严格控制。
到此,以上就是小编对于smt贴片元件推力国际标准的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏