本篇目录:
- 1、SMT炉温无铅工艺最高多少度多少时间为宜
- 2、无铅锡膏过软板加铝合金制具峰值温度多少
- 3、中温锡膏的炉温参数十温区
- 4、低温锡膏的炉温参数
- 5、无铅波峰焊的常用温度多少
- 6、关于手动无铅锡炉的工作温度?
SMT炉温无铅工艺最高多少度多少时间为宜
八温区温度及时间:温区一:148度;温区二:180度;温区三:183度;温区四:168度;温区五:174度;温区六:198度;温区七:240度;温区八:252度;运输速度:0.6m/min;超温报警设置10度。
度-170度,smt红胶过波峰焊最高峰值能达到280度-320度。
-图1")
不同厂家的FR-4板材参数有差异,通常来说260度左右焊接10秒左右是没问题的,长时间是不行的。长时间的耐温就是板材的TG,通常高TG,比如170度的板材比较好。
对于SMT加工来说,焊接温度的把握是很重要的。一般来说手工焊接温度应该保持在240—280度标准范围之内,设置温度与电烙铁温度之差应该尽量小。
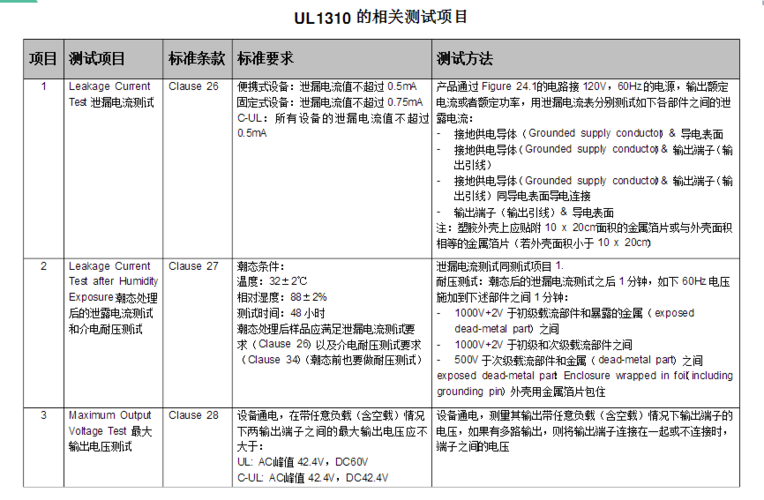
一般无铅的峰值焊接温度240度正负5度(实测温度),217度以上时间控制在30-90S。元件有问题。不符合回流焊接工艺。从这2方面进行分析,我以前遇到过这个现象,因为炉后卡板,导致高温区的板子铝电解鼓包。
-图2")
无铅锡膏过软板加铝合金制具峰值温度多少
对于SMT加工来说,焊接温度的把握是很重要的。一般来说手工焊接温度应该保持在240—280度标准范围之内,设置温度与电烙铁温度之差应该尽量小。
回流温度不同,峰值温度不同。回流温度不同。回流炉有铅锡膏温度曲线回流温度是183度,无铅锡膏温度曲线回流温度是217度。峰值温度不同。
八温区温度及时间:温区一:148度;温区二:180度;温区三:183度;温区四:168度;温区五:174度;温区六:198度;温区七:240度;温区八:252度;运输速度:0.6m/min;超温报警设置10度。
-图3")
中温锡膏的炉温参数十温区
及时雨中温锡膏温度设定24±3℃,湿度为65%以下。中温锡膏为SMT无铅制程用焊锡膏。其合金成份为Sn/Ag/Bi,锡粉颗粒度介于25~45um之间,熔点172度。
八温区温度及时间:温区一:148度;温区二:180度;温区三:183度;温区四:168度;温区五:174度;温区六:198度;温区七:240度;温区八:252度;运输速度:0.6m/min;超温报警设置10度。
十温区红胶炉温设置要看几温区。八温区的可以设置150度,240秒,红胶就固化可以了,回流炉温区数量小,五温区那前几温区可以能要设置180。
, 没有硬性规定,不过无铅曲线一般国内使用馒头型,即恒温区上升了,不再是一条直线,所以一般要求7温区以上。这个也看你的炉子,功率大的炉子7温区要60千瓦,差的10温区也就18-22千瓦,没法比。
十温区回流焊炉过铝基板没问题,按照锡膏厂商提供的温度曲线做参考,自己过炉几块首件微调整一下就行了。
焊接效果不同。高温锡膏焊接性较好,坚硬牢固,焊点少且光亮;低温锡膏焊接性相对较差些,焊点较脆,易脱离,焊点光泽暗淡。 合金成分不同。
低温锡膏的炉温参数
1、锡铋低温无铅锡膏(Sn42Bi58)★ 熔点:138℃,作业炉温:167-180℃ 低温锡膏的特点:★ 低温锡膏无铅环保型,SGS认证。★ 低温锡膏熔点较低,焊接温度较低。★ 有效保护电子元器件不被高温损伤。
2、度。低温锡膏熔点为178℃工作温度220-230℃,固化了能过200度。熔点为138℃的锡膏被称为低温锡膏,当贴片的元器件无法承受200℃及以上的温度且需要贴片回流工艺时,使用低温锡膏进行焊接工艺。
3、用“炉子”就需要考虑到锡膏问题,有的低温锡膏190度左右就能很好的熔接,就不会损害LED。如果是那种开的炉温250,动作快点灯珠(1w 价格2元多的)不会死,时间太长了也要死。深圳捷多邦,专业制作铝基板,欢迎咨询。
4、LEd铝基板焊接温度可以考虑低温179度的WEWELDING M51的焊丝在工作温度179-250度温区,配合51-F的助焊剂焊接。
无铅波峰焊的常用温度多少
无铅波峰焊接的温度大约设定在250-260℃之间。
一般的波峰焊接温度范围:无铅的温度(255 /-5℃) ,有铅波峰焊温度(230 /-10℃)其温度值有时不是很准,建议用温度计去测锡温。焊锡的熔点会随着锡铅比例的不同而变化,锡铅合金的熔点低于任何其它合金的熔点。
波峰焊设置的焊接温度一般在245℃以上到280℃之间。波峰焊流程:将元件插入相应的元件孔中 →预涂助焊剂→ 预热(温度90-100℃,长度1-2m) → 波峰焊(220-240℃)冷却 → 切除多余插件脚 → 检查。
波峰焊的预热温度:一般预热温度为130~150℃,预热时间为1~3min。预热温度控制得好,可防止虚焊、拉和桥接,减小焊料波对基板的热冲击,有效地解决焊接过程中PCB板翘曲、分层和变形问题。
波峰焊的预热温度要求一般在90-120度,焊接温度245度左右。PCB的浸锡时间2-5秒。预热温度升温斜率≦5度/S。波峰焊设备厂家一般都会做工艺指导和培训,不同的产品温度设置稍有差别。
问题四:无铅过波峰焊要求炉温 不是说无铅产品一般设定多少度,无铅波峰焊一般就260-270。根据锡的流动性决定高点或者低点。不同产品的预热时间、 温度控制一下。炉温没办法根据产品划分。你的LED不亮应该找厂家协助分析。
关于手动无铅锡炉的工作温度?
手浸锡炉温度设置在250±5℃,手浸型锡炉在使用过程中,如果不注意保养或错误操作易造成冷焊、短路、假焊等各种问题。本文就手浸型锡炉常见问题及相应对策简述如下:助焊剂的正确使用。
对于有铅焊锡,锡炉温度可设置在230℃~250℃,对于无铅焊锡,可调设置在250℃~280℃。预热温度视板厚和所装元器件热容量大小的不同一般在120℃~180℃。
其实你不应该调整锡炉的温度,锡炉的正常工作温度是:焊锡熔点的温度+30度以上。
熔点 大多数装配厂家(不是所有)都要求固相温度最小为150℃,以便满足电子设备的工作温度要求,最高液相温度则视具体应用而定。 波峰焊用焊条:为了成功实施波峰焊,液相温度应低于炉温260℃。
到此,以上就是小编对于无铅炉温标准曲线图的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏