本篇目录:
- 1、不锈钢管道焊接工艺标准规范
- 2、焊接的技术要求
- 3、焊接工艺评定标准规范
不锈钢管道焊接工艺标准规范
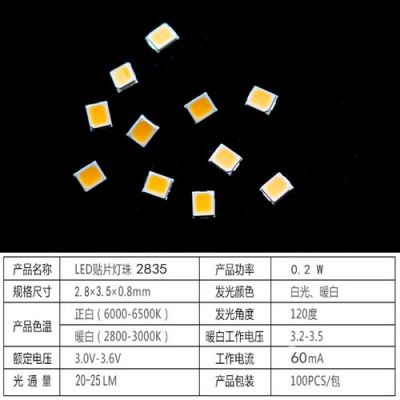
1、不锈钢方管焊接工艺及技术要求: 总体要求:从事不锈钢方管施工的焊工及其它相关人员应遵守本工艺。定位焊及正常焊接必须由具有相应等级不锈钢方管焊工证书的焊工进行 施焊。
2、薄壁不锈钢管的焊接方法:采用左焊法,焊炬匀速前进,保持上下不跳动。焊丝顺着焊口并贴紧焊口从熔池前沿加入,加入量视间隙与速度而定。
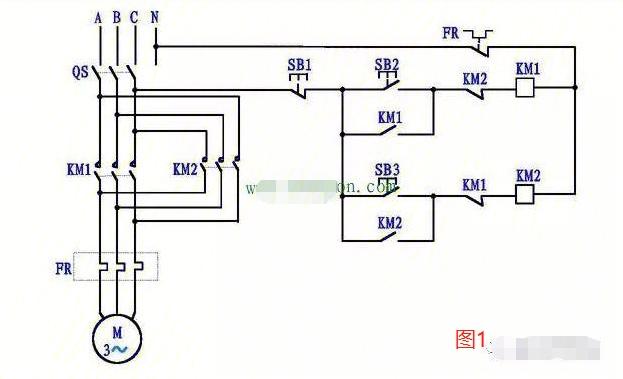
-图1")
3、薄壁不锈钢管道技术规范,标准号:GB/T29038-2012,本标准规定了薄壁不锈钢管子与管件的材料、设计、施工、验收等。
4、不锈钢管道采用手工电弧焊时,坡口两侧100mm范围内刷白垩粉或喷涂其它防飞溅涂料。
5、不锈钢焊缝处理的方式:焊接在焊缝和靠近焊缝部位的内外两侧都引起了氧化的加速。因为有变色区域可以看得见氧化,颜色与氧化层的厚度有关。
-图2")
焊接的技术要求
③具有一定的焊接时间(焊接速度应合适)。④焊锡在液态下要有良好的浸润能力(可借助助焊剂)。焊点质量要求:电接触良好;机械性能良好;美观。严防虚焊、修焊,焊点不宜过大,要光泽、美观,但牢固是首位。
一)焊接 技术目的和要求:掌握焊接的定义、分类及优缺点。掌握防止触电及防止火灾、爆炸、中毒、辐射及特殊环境焊接的安全技术措施。理解焊接安全生产的重要性和焊接劳动保护措施。
应使用符合国家有关标准、规程要求的气瓶,在气瓶的贮存、运输、使用等环节应严格遵守安全操作规程。对输送可燃气体和助燃气体的管道应按规定安装、使用和管理,对操作人员和检查人员应进行专门的安全技术培训。
-图3")
电焊工安全操作技术基本要求 l、电焊工必须经过有关部门安全技术培训,取得特种作业操作证后,方可独立操作上岗;明火作业必须履行审批手续。电焊机外壳必须接地良好,其电源的装拆应由电工进行。
焊接工艺评定标准规范
评定施焊单位是否有能力焊出符合相关国家或行业标准、技术规范所要求的焊接接头。验证施焊单位所拟订的焊接工艺指导书是否正确。为制定正式的焊接工艺指导书或焊接工艺卡提供可靠的技术依据。考核焊工能力。
焊接工艺评定试验方法和要求,以及免予工艺评定的限制条件,应符合现行国家标准《钢结构焊接规范》GB5066的有关规定。
以下为钢板焊接坡口标准:工序内容:用半自动或手工切割后清理挂渣、氧化铁,然后用磨光机或者砂轮机将切割处磨平,顺便将切割处两侧打磨至露出金属光泽,具备装配和焊接条件。
到此,以上就是小编对于铝合金焊接工艺标准的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏