本篇目录:
散热焊盘气泡率多少
小于25%。接地pad焊接气泡要求小于25%,散热焊盘气泡率是指焊盘表面或内部存在的气泡占焊盘总面积或总体积的比例。接地焊接需要满足焊接质量和检测要求。焊接完成后需要对焊缝进行检测和评估,确保焊接质量符合标准。
smt气泡标准是空洞不能大于25%。X射线在smt行业中已经广泛应用于检测BGA的气泡大小、空洞率、最大气泡尺寸。
-图1")
不是空洞率,应该叫孔洞率,即砌块的孔洞和槽的体积总和与按外的尺寸算出的体积之比的百分率。
阻焊膜应涂覆在清洁干燥的裸铜板上,否则在焊接过程中会出现阻焊膜气泡、起皱、破裂等缺陷。而SMD焊盘设计时可适当放大,其放大部分可用来增加阻焊膜覆盖的面积,通常可用在无铅工艺中。(2)焊盘涂覆层。
%。通过查询《税目税率表》信息显示,汽水和饮料的税率是13%。气泡水是一种有着清新的口感、细腻的气泡、各种水果口味的饮料,是一种比较火热的健康饮料。气泡水主打“无糖”和“健康”理念的气泡水开始成为市场风口。
-图2")
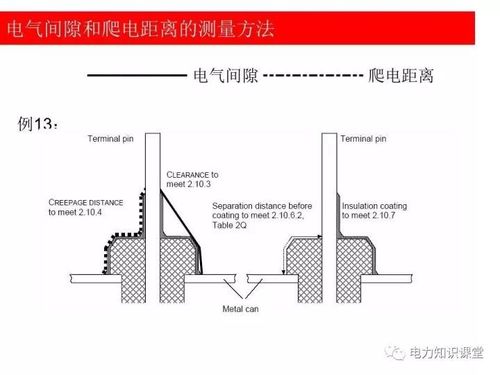
采纳率:50% 帮助的人:6567万 我也去答题访问个人页 关注 展开全部 24V的电压之间爬电距离小于,PCB板制作要求的线与线之间的最小距离。所以不用考虑24V与地的最小距离。
气泡焊怎样操作
1、船位角焊缝焊接时,做前后月牙形摆动的方法。当向下立焊时,熔池中的铁液极易向下流淌,应采用小规范电流,焊枪可以做直线式或小摆动法移动,依靠靠电弧的吹力把熔池金属推上去。
2、气泡出现的原因有好几种,比如说焊缝区有杂质,焊接保护气体流量过大过小,跟操作者本身也有关系,先看看你是哪种问题吧,焊缝焊接之前是一定要熬打磨的,杂质氧化皮都要打磨掉。
-图3")
3、第二道焊接,拿枪角度在45-50°,起枪焊丝位置,紧挨打底焊道的下焊角位置。
气泡焊怎样操作?
1、当向下立焊时,熔池中的铁液极易向下流淌,应采用小规范电流,焊枪可以做直线式或小摆动法移动,依靠靠电弧的吹力把熔池金属推上去。电弧应始终保持在熔池金属的前方,不要要使铁液流到电弧的前面去。
2、气泡出现的原因有好几种,比如说焊缝区有杂质,焊接保护气体流量过大过小,跟操作者本身也有关系,先看看你是哪种问题吧,焊缝焊接之前是一定要熬打磨的,杂质氧化皮都要打磨掉。
3、第二道焊接,拿枪角度在45-50°,起枪焊丝位置,紧挨打底焊道的下焊角位置。
4、学任何东西都要看一个人的努力和天分,一个好的师傅也很重要,一般职业学校有2个月、3个月、5个月、还有3年制班。课程设置不一样。很多知识都需要长期积累,技术也要大量的练习。
5、焊条电弧焊焊接时需要摆动,不然焊缝宽度达不到一定要求,焊完需要敲焊渣,但焊缝韧性好,操作灵活,适应性强,可以焊接的金属更广。气保焊焊接使用焊丝,焊接效率更高,不需要换焊条、敲焊渣,热输入量小,工件变形小。
6、推荐咨询郑州技师北方学校。郑州技师北方学校焊工专业设备齐全,纯技能学习,实训耗材充足,注重实训动手操作,并且实操课程多,老师小班授课,1对1指导,学电气焊需要考证,学校【考证通过率高】,学员毕业后推荐安置工作。
到此,以上就是小编对于焊接气泡的标准要求的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏