本篇目录:
波峰焊工艺
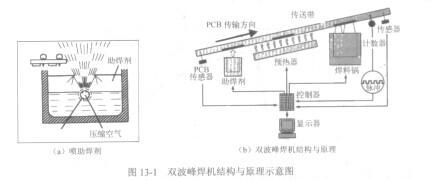
波峰焊的工作原理:印制电路板从波峰焊机的入口端随传送带向前运行,通过助焊剂发泡槽(或喷雾装置)时,使印制电路板的下表面、所有的元器件端头和引脚表面均匀地涂敷层薄薄的助焊剂。
回流焊工艺是通过重新熔化预先分配到印制板焊盘上的膏状软钎焊料,实现表面组装元器件焊端或引脚与印制板焊盘之间机械与电气连接的软钎焊。波峰焊随着人们对环境保护意识的增强有了新的焊接工艺。
-图1")
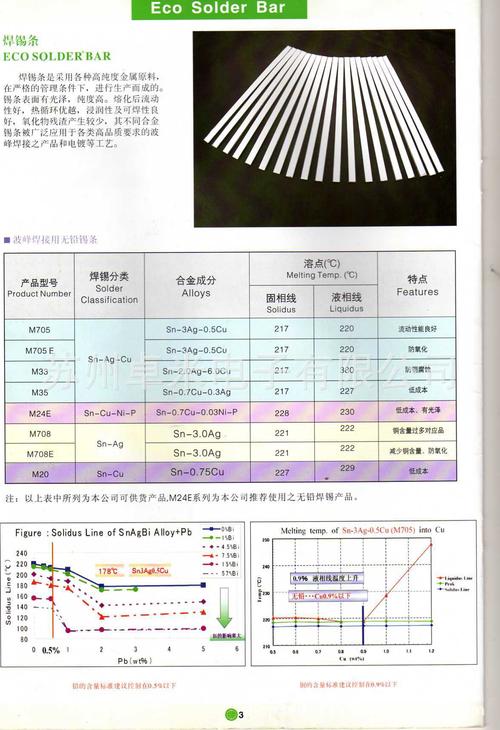
波峰焊随着人们对环境保护意识的增强有了新的焊接工艺。以前的是采用锡铅合金,但是铅是重金属对人体有很大的伤害。于是现在有了无铅工艺的产生。
波峰焊的工艺流程。
关闭预热器、锡炉波、助焊剂、运输、冷却风扇、切脚机等开关;发泡槽内助焊剂使用两周左右需更换,并且在使用过程中定时测量;关机后需将波机、链爪清理干净,喷雾喷嘴用稀释翻浸泡并清洗干净。
从工艺角度上看,波峰焊机器只能提供很少一点最基本的设备运行参数调整。生产工艺过程线路板通过传送带进入波峰焊机以后,会经过某个形式的助焊剂涂敷装置,在这里助焊剂利用波峰、发泡或喷射的方法涂敷到线路板上。
-图2")
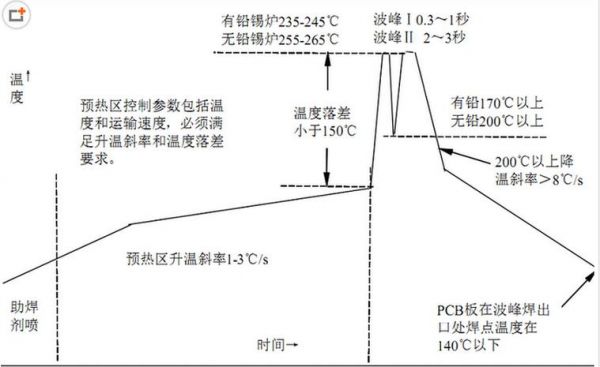
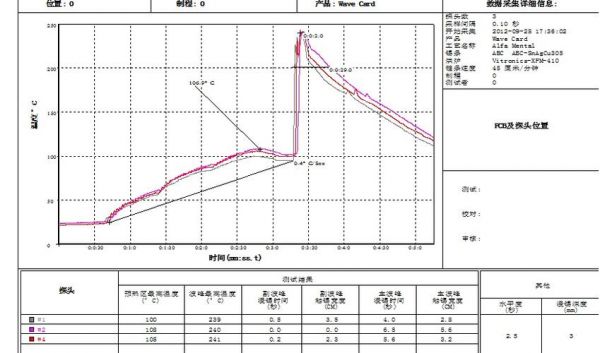
终达到电焊焊接环节。波峰焊原理图 波峰焊机焊接流程:将元件插入相应的元件孔中 →预涂助焊剂 → 预热(温度90-100‘C,长度1-2m) → 波峰焊(220-240’C) → 冷却→切除多余插件脚 → 检查。
波峰焊接的基本过程
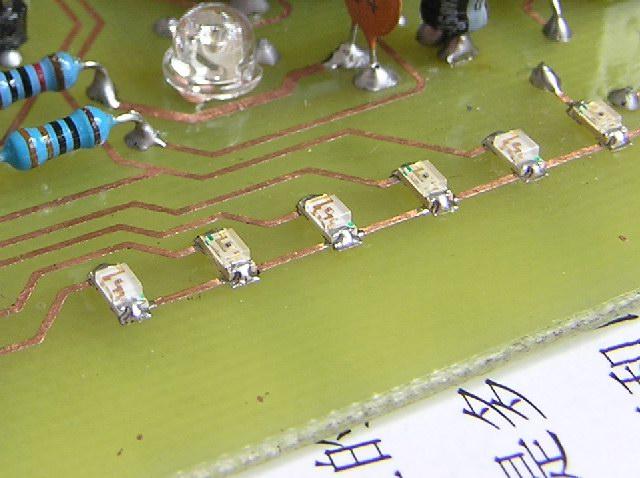
1、预热后,组件进入铅槽进行焊接。锡槽盛有熔融的液态焊料,钢槽底部喷嘴将熔碰焊料订出一定形状的波哆,这样,在组件焊接面通过波峰时就被焊料波加热,同时焊料波也就润湿焊区并进行扩展填充,最终实现焊接的过程。
2、波峰焊机焊接流程:将元件插入相应的元件孔中 →预涂助焊剂 → 预热(温度90-100‘C,长度1-2m) → 波峰焊(220-240’C) → 冷却→切除多余插件脚 → 检查。
-图3")
3、接通电源,开启锡炉加热器(正常时,此项可由时间掣控制)。检查波峰焊机时间掣开关是否正常。检查波峰焊机的抽风设备是否良好。
4、当印制电路板继续向前运行离开第二个焊料波后,自然降温冷却形成焊点,即完成波峰焊接。
5、从工艺角度上看,波峰焊机器只能提供很少一点最基本的设备运行参数调整。生产工艺过程线路板通过传送带进入波峰焊机以后,会经过某个形式的助焊剂涂敷装置,在这里助焊剂利用波峰、发泡或喷射的方法涂敷到线路板上。
到此,以上就是小编对于波峰焊焊接标准的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏